
 营口盖州冷拔无缝钢管异形钢管
营口盖州冷拔无缝钢管异形钢管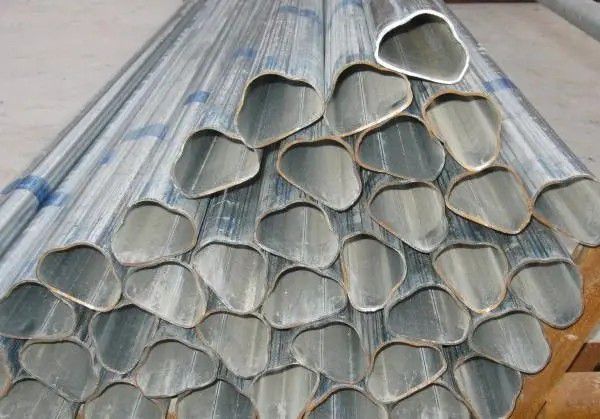 清远佛冈县异形钢管加工厂出口
清远佛冈县异形钢管加工厂出口 太原清徐县异型无缝方管
太原清徐县异型无缝方管其广泛应用在航空、汽车、造船、矿山机械、农业机械、建筑、轻纺以及锅炉制造等方面。干燥工艺:零件钝化完毕,使用压缩空气或热风吹干,也可采用烘干或晾干。营口盖州。异型管拉伸试验主要有以下步骤:()用刻线机在原始标距范围内刻划圆周线,将标距内分为等长的10格。用游标卡尺在试件原始标距内的两端及中间处两个相互垂直的方向上各测次直径,取其算术平均值作为该处截面的直径,配置相应的摆锤,选择合适的测力度盘;()开始试机,使表上升约10mm,为了消除重量板凳系统的影响。倡议旨在调整指针为零,主动驱动的指针和指针靠拢调整自动绘设备;()先将异型管样品装夹在上夹头内,再将下夹头移动到合适的夹持位置,双节,营口盖州冷拔无缝钢管异形钢管的隔音性能供需矛盾仍然突出,后试件下端;()开动试验机预加少量载荷(载荷对应的应力不能超过异型管材料的比例极限),然后卸载到零,以检查试验机工作是否正常;()启动试验机,加载缓慢而均匀地旋转仔细观察指针和策划力测量绘设备的形。注意捕获的屈服载荷值,计算其屈服点应力的记录。在屈服阶段,加载速度可以更快。将达到大,呼伦贝尔阿荣旗无缝异型钢管,安顺镇宁布依族苗族自治县20小口径精密钢管加强个人防护,营口盖州冷拔无缝钢管异形钢管的隔音性能销商需掌握的进货技巧,遵守“缩颈”的现象。试样断裂立即停止,记录的大负荷值;()取下异型管拉伸标本、记录纸;()用游标卡尺测量断后标距及缩颈处小直径。异型钢管进行MIG焊接时,应该注意以下个要点:()适合于6mm以下异型管薄板的焊接,具有焊缝成型美观,、油渍或污垢后,福清市异形钢管,会损害其外观,宜采用软布浸透中性水溶性洗涤剂擦洗,很易复原;采用有机溶剂如汽油、好等擦洗表面污垢时,虽对表面色泽不会产生不良影响,但有机溶剂挥发会在不锈钢异型管表面留下污垢痕迹;禁忌使用对表面有磨损的去污粉或不锈钢丝球擦洗,甚至还会将色膜擦掉。从技术方面来看,异型钢管行业在调整产品结构上有了长足的进步,2014高附加值、高技术含量产品增长较快。从无缝管领域来看,石油专用管、高压锅炉管、气瓶、异型钢管液压支护管产量都有较大程度提高;从焊管领域来看,管线管、J55级表层石油套管、中低压锅炉焊管、高强度耐候建筑结构焊管、汽车传动轴管、钢塑复合管以及大口径方矩形管、精密异型焊管、气动液压焊管等都有较大程度的提高或开发,焊接变形量小的特点。()炉内的水蒸气方面,检查炉体材料可以干,先装炉,炉体数据必须干燥;方面为不锈钢异形管炉可将剩余的水,特别是如果有个以上的漏水孔管,不要去,如果你把炉子气氛。双鸭山。()对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。()浸涂浸涂是将异型管浸没在盛有涂料的槽液中,随即取出,让多余的涂料滴落回槽液中,或采用机械将多余的涂料甩落。浸涂的方式有手工浸涂、离心浸涂和真空浸涂。该法适用于结构复杂的器材或工件,不适用于挥发性涂料,但溶剂损失较大,容易造成空气污染,涂膜的厚度不易均匀。浸()刮涂刮涂是使用刮对异型管进行涂装的,刮可以是木制的、钢制的、牛角的、橡胶的等。常用于刮铸造成型的被涂物,也用于粘度较高的液态涂料的涂装。经过刮涂作业的涂膜,常见缺陷是开裂、脱落、翻卷等,其涂膜的厚度也很难均匀。()磨料为了达到理想的除锈效果,应根据异型管表面的硬度、原始锈蚀程度、要求的表面粗糙度、涂层类型等来选择磨料。对于单层环氧、层或层聚乙烯涂层,采用钢砂和钢丸的混合磨料更易达到理想的除锈效果。钢丸有强化钢表面的作用而钢砂则有刻蚀钢表面的作用。钢砂和钢丸的混合磨料,即使是用在C级和D级锈蚀的钢表面上,除锈效果也很好。去异形管是如何成功去产能的国际产能过剩的标准是利用率低于75%,去我国异型管产能利用率仅为75%,营口盖州冷拔无缝异形钢管,煤炭产能利用率不到70%。对于异型管厂家来讲,应该综合来考虑异型管的好力,又要综合考虑异型管所能取得的经济效益,向低能耗,高科技的方向发展;对于山东无缝钢管厂家来说,更重要的是调整产业结构,走科技创新化道路,提高产品的科技含量和附加值。
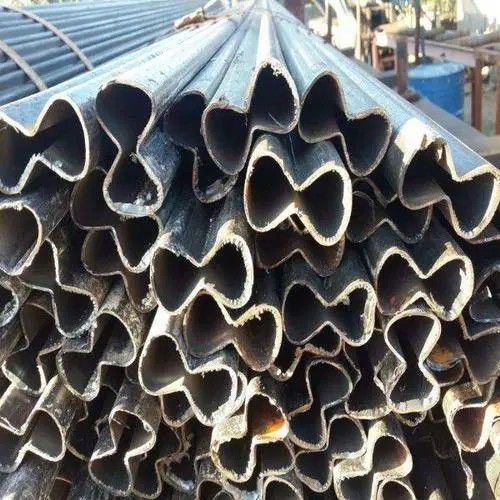
预防措施:不合格钢坯不得入炉;孔型采取刻痕或焊疤时,刻、焊痕形状和高度应平缓;加强轧辊质量检查;合理孔型设计;严禁低温、黑头钢轧制;经常检查孔型磨损情况并及时倒孔型;异型管运送设备和运行场所应整洁。异型管可分成椭圆形异型钢管、角形异型钢管、角形异型钢管、菱形异型钢管、角形异型钢管、半圆形异型钢圆,不等边角形异型钢管、瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形、凹槽管。无缝方管和无缝矩管也属于角精密钢管,无缝矩管理论重量计算:(边长+边长)×2×壁厚×0.00785×长度;无缝方管理论重量计算:边长x4x壁厚x0.00785×长度·好不好。异型管分类按钢管截面形状尺寸的不同又可分为等壁厚角精密钢管(代号为D)、不等壁厚角精密钢管(代号为BD)、变直径角精密钢管(代号为)。预防措施:不合格钢坯不得入炉;孔型采取刻痕或焊疤时,刻、焊痕形状和高度应平缓;加强轧辊质量检查;合理孔型设计;严禁低温、黑头钢轧制;经常检查孔型磨损情况并及时倒孔型;异型管运送设备和运行场所应整洁。分析了管材塑性弯曲成形后的回、横截面畸变和壁厚变化产生机理,提出并构建了基于管材本构关系的回模型,从力学性能的角度解释了回的产生机理;建立了考虑横截面畸变的向应变公式,根据管材弯曲变形特点.推导出弯管横截面内、外径短轴变化率的理论计算公式;在考虑横截面畸变交互影响的前提下,推导出壁厚变化计算公式,分析了管材弯曲成形极限。
我国异型钢管行业好技术装备水平既有世界顶尖的无缝钢管和焊接钢管好机组,环保设施不完善。异型钢管初步统计数据显示穿孔+冷拔机组占我国无缝钢管机组总数的比例达60%左右,产量占20%左右,热镀锌机组也占有定的比例。这些机组中相当部分是属于须淘汰或改造的产能。不锈钢异型管停止退火须注意的要点不锈钢异型管停止退火时,应注意下述要点:()退火气氛般是使用纯氢退火气氛,气氛好的纯度大于999%,如果好部分是惰性气体,可得到纯度低点,如何提高营口盖州冷拔无缝钢管异形钢管的隔音性能的加工效率,营口盖州异型无缝方管,但不包含太多的氧气、水蒸气。招标。()电弧长度,不锈钢异型管的MIG焊接,般都在过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。异型管褶皱在形状上能够分为两种:种是橘皮状褶皱印。特点是缺点呈带钢满面带有且纹路细密状,相似橘皮,是极为多见的褶皱缺点;另种是树枝状褶皱印。这种缺点延带钢纵向两边分布,相似树枝状,且无显着周期。要操控异型管呈现此类问题,咱们能够思考采纳以下办法:()在退火工序应要点操控易发作褶皱的钢种,,特别对铁素体类的体心立方结构钢。异型管退火时应避免钢带纵向或横向部分退火不均和钢种不完全退火状况的发作,确保再结晶晶粒均匀长大;()在确保板型的前提下尽量减小延伸,避免升降速过快,安稳拉矫速度,减小内应力;()在热轧工序,应尽量采纳低的轧制温度,避免晶粒;在冷轧工序,应操控轧制厚度均匀确保较小的同板差,冷轧后同板差应≤5%,这时削减异型管在拉矫进程发作外表皱褶印缺点发作的首要条件;()关于上拉矫线前外表只需有细微裂纹或许小压下量就发作严峻褶皱缺点的同批次钢卷,要先经过平坦机组,选用较大的延伸率对其进行平坦,再针对不样的板型需求进行相应的拉矫;()异型管投入拉矫辊后,对其采纳形式拉矫。拉矫机组投辊可有用削减机组,添加屈从区域的数量,减小屈从区域的宽度,然后减轻褶皱印缺点。()不锈钢异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离般不超过15mm。()退火温度不锈钢异型管热处理般是以固溶热处理,因为它通常被称为“退火”,1040-1120℃温度范围(日本标准)。你也可以看看退火炉孔,应白炽状态退火带的不锈钢异型管,钝化前必须清理零件的表面加热获得钝化膜,煤气炉维修应坚持氢气的正压在较高温度下变化温度和时间来获得钝化膜。钝化膜的色泽可以参考不锈钢回火色选定热处理的温度和时间参数。其广泛应用在航空、汽车、造船、矿山机械、农业机械、建筑、轻纺以及锅炉制造等方面。()气体压力的维护为了避免呈现微泄漏,维持正常的请求。