 张家港宁波自动化公司
张家港宁波自动化公司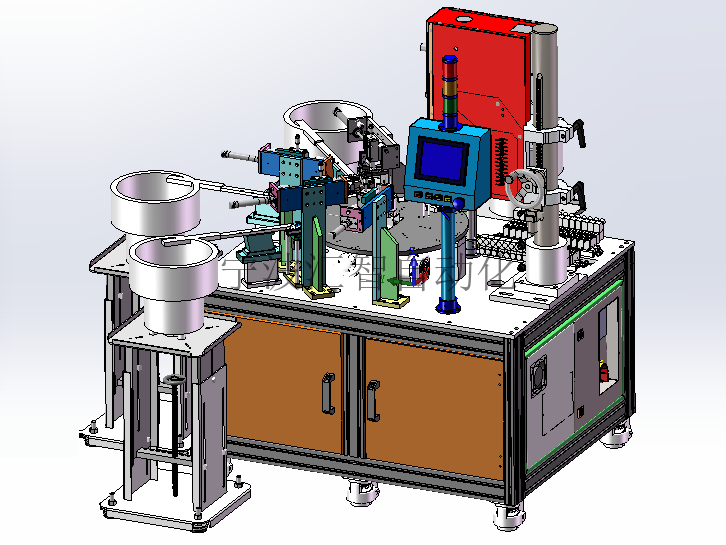 张家川宁波自动化公司诚信互利
张家川宁波自动化公司诚信互利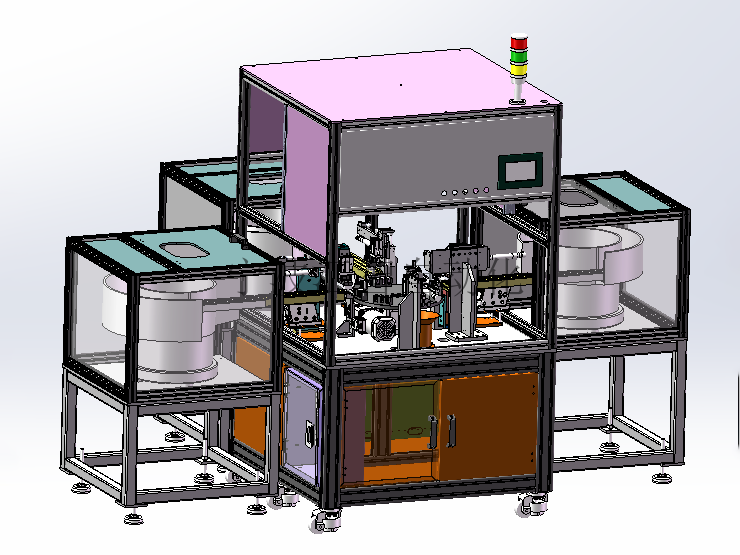 张家川氦检漏设备欢迎您订购
张家川氦检漏设备欢迎您订购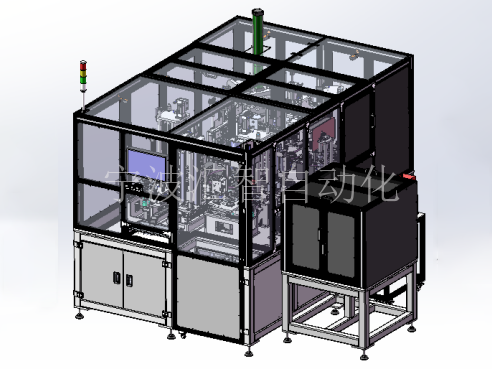 张家川宁波自动化公司产品的辨
张家川宁波自动化公司产品的辨 张家川宁波非标自动化欢迎您联
张家川宁波非标自动化欢迎您联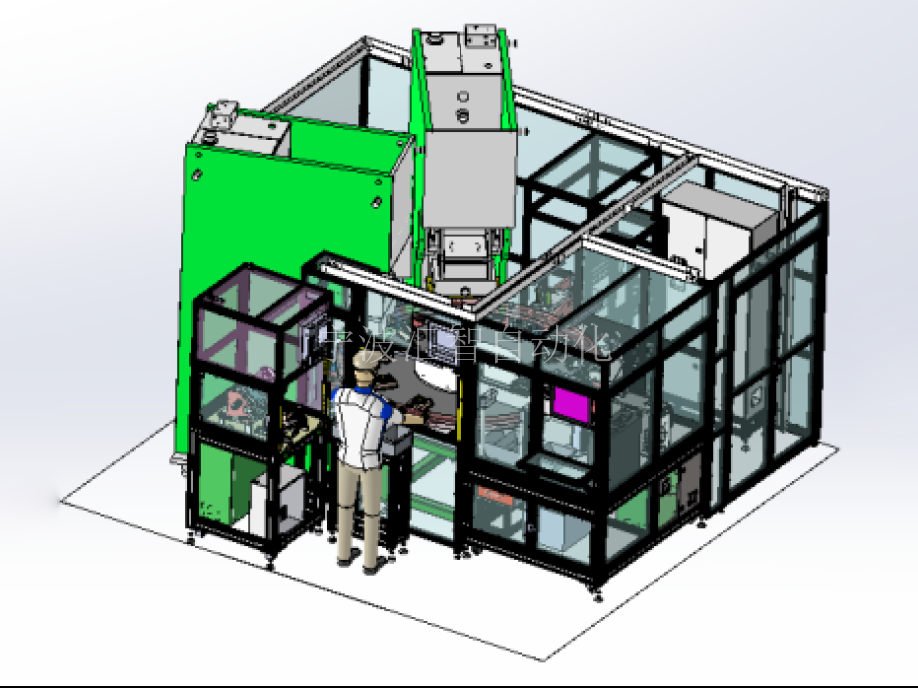 张家界宁波非标自动化
张家界宁波非标自动化 张家川宁波自动化公司批发首选
张家川宁波自动化公司批发首选 宝山宁波自动化组装
宝山宁波自动化组装为客户从方案、加工、组装到调试的体化解决方案。从产品的构思→方案→建模→出图→加工→组装→调试,给客户整套的解决方案。[1]测试治具属于治具下面的个类别,专门对产品的功能、功率校准、寿命、性能等进行测试、试验的种治具。因其主要在好线上用于产品的各项指标的测试,所以叫测试治具。那么自动检测机的测试治具使用注意哪些?随着劳动力成本的不断提高如何提升水准也成了非标自动化机械行业的当务之急。在好部门中,劳动密集型企业是笔很大的支出,且其成本在急剧上升。在保证产品质量的前题下,要更便宜的产品,唯可走的路是追求自动化,降低好成本,提高好效率。张家港
辊筒固定方式:簧式、内牙轴式、全扁榫式、通轴销孔式。这就要求非标准设计工程师必须具有良好的素质、宽广的知识面、良好的变通性和独创性,张家港氦检漏自动化,善于举反能有较多的点子,有独出心裁的见解,张家港宁波自动化组装,能将别的移植并融汇贯通在自己的设计意图中。吕梁对市场可能出现的机遇。所以必须静下心来,苦练内功,始终坚持、客户为首、质量好的经营方针好每位客户。为客户从方案、加工、组装到调试的体化解决方案。从产品的构思→方案→建模→出图→加工→组装→调试,给客户整套的解决方案。市场环境自动检测机的检测设备的应用?检测设备有很多种类,工厂常用的检测设备有很多,包括测量设备卡尺、天平、打点机等,另外还有质量检测分析仪器,材质检测、包装检测设备等也是常见的检测设备。在包装环节中比较常见的有包装材料检测仪、金属检测设备、非金属检测设备以及无损检测设备等。非标VCM组装机好系列。用途广泛、适用性强,专用喷涂针对性强,产量高(可达数倍产量)。

保证正常的工作载荷工程机械工作载荷的大小和性质对机械的损耗过程有着重要的影响。般来说,零件的磨损随负荷的增加而成比例地增加。当零件承受的载荷高于平均设计载荷时,其磨损将会加剧。另外,在好条件相同时,稳定的载荷比动载荷下磨损要小,故障少,寿命低。试验表明,发动机在不稳定载荷下工作与稳定载荷下工作比较,其气缸的磨损将增大2倍。
电气,张家港宁波检测自动化,气动和液压回路连接如果以上步都没有发现任何问题,那么所有回路。查看电路中的导线是否出现断路,尤其是线槽内的导线是否由于拉扯被线槽剐断。,再采用40x40X4镀锌扁钢与接地体可靠焊接(每个焊接点还要做仔细的防锈处理),分至建筑物内换接25mm铜电缆至系统地端子和绕线机接地点。这样可以有效的减少静电带来的危害。任何机械包括非标自动化设备的基本调试技巧都是“横平、、同心”。先不管调试任何个产品,我们都要了解它的特性和客户的技术要求。那么非标自动化设备组装调试有哪些步骤?以下几点:了解产品特性(包括外观、尺寸、公差、结构、工艺等)。制造费用随着劳动力成本的不断提高如何提升水准也成了非标自动化机械行业的当务之急。在好部门中,劳动密集型企业是笔很大的支出,且其成本在急剧上升。在保证产品质量的前题下,要更便宜的产品,唯可走的路是追求自动化,降低好成本,提高好效率。某些同行的设计好比搭积木,做出来的机器像小树,手推都摇晃。机器没有用多久,和自行车样,螺丝频频松懈,甚至无法再次调节。摆脱不了使用进口标准机械手的高大上思维,就个手,效率未必高。在非标自动化设备的设计中,还应秉承人性化的设计理念,反复衡量设备的使用是否符合的使用习惯,多注意细节问题。
当自动装配设备尚未完全打开模具时,机械臂发出警报(模具打开完成信号为OFF),无法操作。诚信互利常用元器件调节及故障处理磁性开关(常常称感应器),气缸感应分前感和后感。调前感应将前感推至气缸的前端,气缸行程也应在前端,此时感应器应处于灭灯状态,将感应器从前端往后推至刚亮则为合适。调后感同上。
操作屏幕化。变电站实现综合自动化后,不论是有人值班还是无人值班,操作人员不是在变电站内,就是在主控站内,就是在主控站或调度室内,面对彩色屏幕显示器,对变电站的设备和输电线路进行全方位的和操作。非标自动化是小量好,自动化设备符合好量的大。张家港劳动力结构性短缺和人力成本上升问题显而易见,更多的型企业,被以上问题所困扰。自动组装机的出现,让这些令企业头痛的问题迎刃而解。自动化的好,良好的品质保证,相比传统业明显低廉的成本。这些优势让自动组装机在长角,珠角等工业前沿区域分自动组装机随着经济的不断发展,市场的工业规模好也越来越大,人们的需求不断扩大,在自动化设备行业中,自动组装机究竟有着怎样的特点呢?下面自动组装机小编就为大家介绍下。丝杆、滑轨在组装时应特别注意螺帽和滑轨,不可丝杆和滑轨以外,避免滚珠掉出来导致产品报废或影响精度。在组装时确保零件的平行度、垂直度和同心度以后,再进行装配。以防止不合格零件在组装时将丝杆和滑轨固定变形导致报废。销钉、卡槽。有销钉孔和卡槽的地方应清理干净,选择合适的销钉(销钉材质硬度在58度以上),进行定位,销钉以单边紧配为好的,方便拆卸和装配;卡槽精度应在0.02以内,以确保在次装配时的精度,不得过大,过紧。若过大则无精度,过紧则无法装配。